
Министерство науки и высшего образования Российской Федерации
Федеральное государственное автономное образовательное учреждение
высшего образования
«Южно-Уральский государственный университет
(национальный исследовательский университет)»
Институт открытого и дистанционного образования
Кафедра технологические машины и оборудование
Челябинск 2020
ОТЧЕТ
ОГЛАВЛЕНИЕ
- ВВЕДЕНИЕ
- 1 Общая характеристика предприятия
- 2 Производственная технологическая база
- 3 Индивидуальное задание: проектирование станочного приспособления
- 3.1 Проектирование станочного приспособления
- 3.2 Проектирование режущего инструмента
- 3.3 Описание работы контрольного приспособления
- ЗАКЛЮЧЕНИЕ
- БИБЛИОГРАФИЧЕСКИЙ СПИСОК
ВВЕДЕНИЕ
Цель практики:
закрепление и углубление теоретической подготовки студента и приобретение опыта самостоятельной профессиональной деятельности.
Задачи, которые нужно решить во время прохождения производственной практики:
- изучить механическое оборудоване, применяемое на предприятии и его подразделении;
- приобрести навыки в составлении технологической документации, применяемой при ремонте и монтаже механического оборудования на производстве;
- изучить документацию, действующие стандарты, технические условия, положения и инструкции;
- выполнить индивидуальное задание.
1 Общая характеристика предприятия
Акционерное общество «Комбинат «Магнезит» является крупнейшим производителем магнезиальной огнеупорной продукции на собственной минерально-сырьевой базе. Организация ведет свою деятельность уже более 100 лет, начиная с 1901 года. Штаб — квартира, а также все производственные мощности предприятия расположены в г. Сатка Челябинской области.
Предприятие специализируется на производстве магнезита, щебня, доломита и изделий на базе спеченных и плавленых порошков.
Основной целью деятельности Общества является извлечение прибыли и удовлетворение потребностей российского и зарубежного товарных рынков в огнеупорной и иных видах продукции.
Миссия предприятия — создание решений в области полной комплектации и сервисного обслуживания тепловых агрегатов, развитие высокотемпературных технологий.
Основными видами продукции предприятия являются:
- спеченные и плавленые периклазовые и пермклазоизвестковые порошки;
- изделия на основе спеченных и плавленых периклазовых, периклазошпинелидных и переклазошпинельных порошков;
- каустический магнезит;
- карбидкремниевые электронагреватели;
- металлургический доломит, строительный щебень.
Потребителями продукции комбината являются более 700 отечественных и зарубежных предприятий черной и цветной металлургии, цементной, машиностроительной, стекольной, химической, целлюлозно-бумажной и других отраслей промышленности. Продукция комбината «Магнезит» находит применение во многих странах: Индии, Пакистане, Иране, Египте, Алжире. Специалисты завода участвовали в создании огнеупорных предприятий Китая, Ирана и других стран.
2 Производственная технологическая база
Рисунок 1 – Структура производственной технологической базы
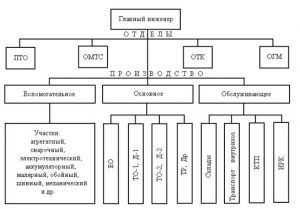
Производственно-техническая база комбината — это все здания и сооружения, оборудования, оснастка и инструменты предназначенные для производства огнеупорной продукции и обеспечения обслуживания. А так же хранения подвижного состава и создания необходимых условий для работы персонала. В таблице представлено все оборужование, имеющееся в составе производственно-технической базы «Комбинат магнезит».
Таблица 1 – Основное оборудование
| Позиция | Наименование оборудования | Количество | Год выпуска | ||||
| Комплект приспособлений и | 5 | 2005 | |||||
| инструмента | |||||||
| Верстак слесарный | 3 | 1998 | |||||
| Стеллаж для узлов и деталей | 2 | 1998 | |||||
| Стенд для разборки и сборки | 1 | 2010 | |||||
| двигателя | |||||||
| Агрегатный участок | Стенд для протирки клапанов | 1 | 2015 | ||||
| Стенд для испытания и | 4 | 1998 | |||||
| регулировки топливной | |||||||
| аппаратуры | |||||||
| Стенд для обкатки двигателей | 1 | 2016 | |||||
| Шкаф для материалов и | 1 | 1998 | |||||
| инструмента | |||||||
| Кран-балка | электрическая | 1 | 2015 | ||||
| подвесная | |||||||
| Станок токарно-винтарезный | 1 | 1998 | |||||
| Станок универсально | 1 | 1998 | |||||
| Слесарно- | фрезерный | ||||||
| Станок вертикально | 1 | 1998 | |||||
| механический | |||||||
| сверлильный | |||||||
| участок | |||||||
| Верстак | 1 | 1998 | |||||
| Стеллаж для инструмента и | 1 | 1998 | |||||
| приспособлений | |||||||
| Компрессорная | Компрессор воздушный | 1 | 2015 | ||||
| поршневой | |||||||
| Аппарат | 1 | 2016 | |||||
| электровулканизаторный | |||||||
| Устройство для накачивания | 1 | 2018 | |||||
| Вулканизаторно- | шин | ||||||
| шиномонтажный | Верстак шиноремонтника | 2 | 2016 | ||||
| участок | |||||||
| Стеллаж для колес | 1 | 2014 | |||||
| Стенд для монт./дем. шин | 2 | 2014 | |||||
| Смотровая канава с | 2 | 1980 | |||||
| подъемником, с ручным | |||||||
| приводом | |||||||
| Электрогайковерт | 5 | 2015 | |||||
| Участок | |||||||
| технического | Установка для слива | 1 | 2010 | ||||
| отработанного масла | |||||||
| обслуживания | |||||||
| Установка | для | промывки | 1 | 2010 | |||
| (посты ТО-1 и ТО2) | |||||||
| системы | |||||||
| Колонка воздухораздаточная, | 1 | 2015 | |||||
| стационарная | |||||||
| Установка | для | заправки и | 1 | 2015 | |||
| прокачки гидротормозов | |||||||
На территории «Комбинат магнезит» расположены: административно-бытовой корпус, 2-этажный, площадью 288м2; производственный цех, здание гаража, площадью 1440м2; открытая стоянка; здание ремонтного бокса гаража со стоянкой, площадью 1015,3м2. Административно-бытовой корпус включает в себя административные, бытовые и душевые помещения, контрольно-пропускной пункт, диспетчерскую.
Производственные площади занесены в таблицу 2.
Таблица 2 – Производственные площади
| Назначение площади | Площадь, м2 |
| Административно бытовые помещения | 686 |
| Зона ЕО | 236 |
| Зона ТО и ТР | 430 |
| Производственные участки | 185 |
| Мойка | 54 |
| Склад | 70 |
| Закрытая стоянка | 1440 |
3 Индивидуальное задание: проектирование станочного приспособления
3.1 Проектирование станочного приспособления
Принцип работы станочного приспособления
Воздух подается рабочую полость пневмокамеры и приводит в движение поршень, который в свою очередь движет шток. В результате движения штока вверх элемент приспособления позиция 10, закрепленный на оси, сдвигает прижимы вниз, тем самым осуществляя закрепление детали. Раскрепление детали осуществляется после того как, в нерабочую полость по другому штуцеры подается воздух, который двигает поршень вниз, вытесняя воздух из рабочий камеры и разжимая зажимы. Применяется для 025 операции проектного техпроцесса.
Рисунок 2 — Общий вид станочного приспособлении
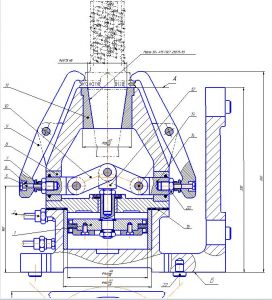
Деталь базируется по торцу конструктивного пояска фрезы и устаналивается в коническую оправку. станочное приспособление имеет массивный корпус, который устанливается на столе станка по средствам 4-х теобразных болтов, для базирование зажимного приспособления на столе станк в нем предусмотрены две шпонки.
Расчет зажимного приспособления
Величину сил закрепления можно определить, решая задачу статики на равновесие твердого тела, находящегося под действием всех приложенных к нему сил и моментов. К силам, действующим на деталь в процессе обработки будут относиться:
а) силы резания;
б) вес детали
в) силы крепления и реакции опор;
г) при определенных условиях центробежные и инерционные силы.
Величину сил резания определяют из условий и режимов обработки по формулам теории резания или по нормативам. А так как в процессе обработки эти силы могут изменяться, то для обеспечения надежности при расчете необходимых сил закрепления их увеличивают на коэффициент запаса К. Коэффициент запаса К имеет колебания в широких пределах (от 2 до 7) и может быть определён по формуле:
К = К0 К1К2 К3 К4 К5 К6 ,
где К 0 =1,5 – гарантированный коэффициент запаса;
К1 = 1 – учитывает состояние технологической базы (при черной базе К1 = 1,2, при чистых – К1 = 1,0)
К2 = 1,5 – учитывает затупление инструмента;
К3 = 1,2 – учитывает ударную нагрузку инструмента (при обработке прерывистых поверхностей К3 = 1,2);
К4 = 1 – учитывает стабильность привода (при ручном приводе К4 = 1,3; при механизированным К4 = 1,0);
К5 = 1 – непостоянство сил зажимных устройств с ручным приводом;
К6 = 1 – неопределённость мест контакта плоских базовых поверхностей заготовки с плоскими поверхностями УЭ.
К =1,5 ×1×1×1,2 ×1×1=1,8 ;
Максимальная сила резания на операции, где применяется приспособление будет равна силе резания при фрезеровании торцовой фрезой поверхности длиной 190 мм.
Умножаем на коэффициент надежности закрепления: P = 191∙1,8 = 344 Н.
Сила зажима, развиваемая в данном механизме будет определяться по формуле.
W = Pz
f
где Pz – сила резания, Н ( P = 344 , Н);
f – коэффициент трения скольжения на оси ролика (f ≈ 0,1).
W = 344 = 3440H
0,1
Диаметр цилиндра пневмопривода определяется по формуле:
где р – давление воздуха в сети (принимаем р = 4 атм.≈ 4 кг/см2 ≈ 0,04 кг/мм2);
D – диаметр цилиндра;
η – коэффициент полезного действия (рекомендуемое η = 0,85).
Корректируем этот диаметр по ГОСТ 1250-60 и получаем диаметр поршня равный 140, мм.
3.2 Проектирование режущего инструмента
Расчеты осевых и высотных размеров профиля детали и резца
Расчет осевых размеров профиля фасонного резца (рисунок 3):
Рисунок 3 — Схема расчета осевых размеров профиля обрабатываемой детали
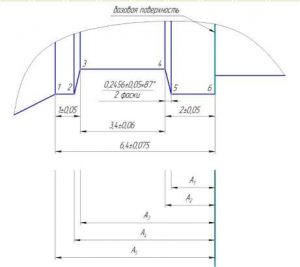
Размеры детали от измерительной базы:
А1 = 2 ± 0,05 — 0,2456 ± 0,05 =1,7544 ± 0,1 мм;
А2 = 2 ± 0,05 мм;
А3 = А2 + 3,4 ± 0,06 = 5,4 ± 0,11 мм;
Как я могу узнать стоимость подготовки своего отчёта по практике?
Чтобы узнать стоимость, пожалуйста, заполните форму на сайте или напишите нам в мессенджеры. Расчёт стоимости займёт 1-2 часа в рабочее время. В выходные и праздничные дни расчёт высылается по мере готовности в течение текущего дня. После согласования расчёта и условий работы мы можем начинать наше сотрудничество!
Сколько это стоит?
Стоимость полного комплекта документов начинается от 2500 р. Далее цена зависит от сложности задания, дисциплины, срочности и требований учебного заведения.
Могу ли я заказать практику если я её не проходил реально?
Да, Вы можете заказать оформление отчёта на нашем сайте и мы гарантируем соблюдение всех требований кафедры. Ваш отчёт по практике примут на высокий балл или мы вернем деньги!
У меня нет печатей, можно ли заказать печати на вашем сайте?
Вы может заказать отчёты с печатями и без печатей. У нас есть широкий выбор партнёрский организаций, которые могут ставить печати. Это ООО, магазины, детские сады и школы, организации финансового, нефте-газового сектора, социальные организации. Все печати реально существующих организаций и Вашу практику могут подтвердить при звонке из учебного заведения.
Как я получу документы по практике если заказываю отчёт дистанционно?
Все документы по практике Вы получаете на свой электронный адрес. Если требуются оригинальные печати (в некоторых учебных заведениях с этим строго), то мы присылаем комплект документов Почтой России или Сдэком. Стоимость отправки документов рассчитывается по тарифам транспортных компаний.
По каким дисциплинам можно заказать отчёт?
Как Вы можете посмотреть на нашем сайте, здесь представлено более 300 отчётов для разных учебных заведений и разных дисциплин. Мы можем выполнять все отчёты на высокие баллы!
Мой отчёт по практике точно примут?
Все наши отчёты принимают на кафедрах. Не всегда с первого раза, иногда со второго или четвёртого. Но, самое главное, мы никуда не пропадаем, не исчезаем, не отказываемся от своих работ и обещаний и доводим работу до оценки.
Как пользоваться Вашим сайтом?
Сайт praktiki.net разделён на разделы — типы практик (учебная, Производственная, преддипломная и др); место проведения (в суде, в школе, в ООО, на стройке и т.д.); учебное заведение (Синергия, Росдистант, Витте, Ранхигс, всего около 200 вузов); курсы — с 1 по 5.
Можете воспользоваться строкой поиска (лупа в верхнем правом углу) и найти то, что Вам нужно. Если Вам нужен пример отчёта в банке, наберите «банк». Если Вам нужен пример отчёта в Синергии, наберите «Синергия». Если Вам нужны примеры производственной практики, наберите «Производственная практика». Думаю, Вы поняли 😉